
The resources industry is evolving every day, and companies are adopting new and improved ways to not only improve productivity but safety. Sometimes, it isn’t the mad scientists or engineers in lab coats bringing us the latest inventions, but it is the miners in the pits and the workers out in the field using their knowledge of the job they love to help create some of the best mining safety innovations keep their mates safe, and make sure everyone goes home at the end of a shift.
We’ve compiled a list of the top 10 mining safety innovations in the Australian mining industry.
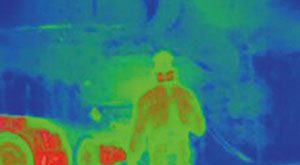
1 – INFRA-RED THERMAL CAMERA ON UNDERGROUND MOBILE EQUIPMENT
The infra-red thermal camera, developed by Peabody Energy Australia, took home the top prize at the Queensland Mining Industry Health and Safety Conference 2015 Safety Innovation Awards, and also won the Peabody Energy Global Safety Innovation Award.
The application of Nautitech’s Infra-Red Thermal camera technology reduces the risk associated with large underground machinery operating in confined spaces
with low visibility in close proximity to people. The camera technology was aimed at providing the operator with the ability to detect people in traditional blind spots. It detects heat instead of light – the advantage of this being a clearer display of people, machines, cables and other warm objects in areas that are in darkness, or shrouded by dust, heat or steam. The camera can detect the heat signature of a person 500m away, giving the driver ample warning of the person’s presence and so making the interaction between men and machinery safer.
The cameras have the potential to be installed on any mobile plant, car, and truck (pedestrian identification in wet or foggy conditions) increasing visibility in harsh environments. Cameras can also be used for identification of failure of parts in mechanical and electrical installations. Peabody is considering trialling this technology on stockpile dozers to help minimise reversing risks.

2 – SAFESTOP – INTELLIGENT ILLUMINATED SIGNAGE
Safestop, designed primarily for surface mining operations, uses radar technology to detect oncoming vehicles at intersections. The function of Safestop is to enhance the effectiveness of road signage with the object of reducing the risk of collisions. Radars are configured so that either vehicles with right-of-way or vehicles stopping and approaching signage are detected. Where vehicles with right-of-way are being detected, direction of approach is indicated by the flashing of either the left or right side LED lights.
Sign approach configurations, used to prevent signage run through events, will flash all sign lights to attain a driver’s attention. Because of their reliability and ability to detect objects through vision blocking matter suspended in the air such as dust, fog and smoke, radars are used for vehicle detection. Installation time is kept to a minimum due to the self-locating light adapters and radar pole, which attach to currently instated signage. The minimal power requirements of the Safestop units are provided by a solar panel and battery which have ample energy reserves.
With nine years experience in the mining industry at a contract field maintenance diesel fitter in Central Queensland, Nick Dyer developed the life-saving system with electrical engineer John Phillips to make sure workers got home to their families safe after every shift.
Safestop’s greatest attribute is that vehicle interaction prevention can be achieved without installing componentry to any heavy mining equipment or vehicles resulting in costly downtime. Operators and field maintenance personnel benefit the most from Safestop due to their high level of exposure to HME in field operations, especially at nightt when the hazards multiply due the obvious lack of visibility, but also introduced hazards such as artificial light and the ever present issue of fatigue.
Safestop has been trialed at both the Rolleston Coal Mine and Ensham Resources Coal Mine at Emerald resulting in some very positive feedback.

3 – AUTOMATIC BRAKE APPLICATION SYSTEM
The Automatic Brake Application System (ABAS) was developed by New Hope Group Coal Operations, to prevent the risk of a vehicle making contact with bridges while travelling underneath.
The Jeebropilly coal mine is located within close proximity to heavily populated areas, with trucks regularly travelling under the highway. Due to the clearance height associated with travelling under the highway, there is an inherent risk of equipment making contact with the bridge structure should off-highway truck trays be in a raised position while travelling and/or excavators trammed with attachments at heights exceeding bridge clearance.
In the event that a body is in the raised position, activation of an overhead trip wire causes a signal to be sent to the on-board component of the system which enacts the fail to safe park brake system of off-highway trucks at risk. A modulated release of the park brake system air pressure causes the park brake to be applied, allowing the truck to halt it progress without wheel lock or skidding.
The ABAS is designed to be failsafe via utilisation of a solar-charged two-battery powered transmitter system. In the event that adequate sunlight is not available to the solar panel, the transmitter’s main battery has sufficient capacity to maintain the system for over five days.
The controlled application of on-board systems in potential impact situations removes the risks associated with operator awareness and reaction times/abilities, and the modulated application controls the associated risks of sudden brake application. The inclusion of the illumination of the brake lights in system application adds further redundancy, visually alerting third parties of the application, and the requirement for the system to be manually reset before releasing the brakes and returning the truck to normal operation after application supports maintaining the integrity of an incident scene for investigational purposes.

4 – SHUTTLE CAR CABLE REEL INTERLOCK VALVE
Anglo American’s Shuttle Car Cable Reel Interlock Valve took home the Highly Commended prize at the Queensland Mining Industry Health and Safety Conference 2015 Safety Innovation Awards.
An engineering control to prevent cable damage due to being run over by the shuttle car and remove the arc flash hazard was implemented on one of the shuttle cars at the Grosvenor Mine, which incorporates a hydraulic manifold utilising the pressure from the cable reel to pilot valve.
A known hazard for all underground coal mines operating shuttle cars in the development panel, is the possibility of the cable damage due to being run over by the car itself, which in turn results in cable failure with the potential of an arch flash occurring a flammable gas rich environment.
Current control to manage this hazard is cable awareness of the operator and daily inspections of the equipment. The innovation was to come up with an engineering control to prevent the cable damage occurring and removing the arc flash hazard. Due to experiencing this failure at Grosvenor Mine, engineering controls were investigated to better prevent the hazard occurring. A control has now been implemented on site to one of the shuttle cars as a trial to manage the hazard in the event of the shuttle car reel losing hydraulic pressure. This is achieved by incorporating a hydraulic manifold which utilises the pressure from the cable reel to pilot a valve. When the pressure is lost or reduces below 900 psi the valve closes, returning the service brake pressure pilot back to tank and in turn applying the park brake due to no signal to the service brake pilot switch.
The hydraulic manifold also gives the ability to bypass the interlock to accommodate towing of the machine when there is no pressure applied to the cable reel and is locked during normal operation.

5 – THE BUND SAFE TRAILER
The Bund Safe Trailer, developed by Alcoa of Australia, was a finalist in the CME Safety and Health Innovation Awards. The trailer provides safe access to haul road bund walls for signage installation, repair and maintenance. With creative team thinking, the concept of creating mobile access to bund walls in variable conditions was realised. The risk ratings associated with bund access have since been drastically reduced – improving safety outcomes for employees.
Previously, workers had to climb unstable one to two metre high gravel bund walls, and the task had a high risk of slips, trips, falls, sprains and strain injuries. However, it was not viable to control these risks by building multiple access points due to the extensive, ever-changing network of haul roads. Tasks can now be performed – with safety first.

6 – CONVEYOR BELT REPLACEMENT IMPROVEMENT
The Conveyor Belt Replacement Improvement, developed by BHP Billiton’s Chris Ryde, has won two CME Safety and Health Innovation Awards, as well as the BHP Billiton HSEC Award.
Conveyor belt replacements are recognised as a hazardous activity. The idea to utilise turning frames to change the way shorter conveyor belts are replaced at BHP Billiton Mining Area C was identified and implemented to safely improve operations whilst making innovative use of existing site equipment by designing a module which can be bolted onto a conveyor’s structure. A testament to the innovation’s success is that it is now used in similar conveyor systems on four out of five BHP Billiton Iron Ore mines, all of which are now enjoying the same benefits of safer and more efficient conveyor belt replacements.

7 – PULLEY STRING CATCHER
The Pulley String Catcher, developed by Anglo American’s Moranbah North Mine, improves safety of workers by reducing exposure, improving maintenance of pulleys and allowing simple visual inspections and eliminates string build-up in the labyrinth seal significantly reducing fire potential.
It was identified that over a period of twelve months, there were seven of the same failure modes on the loop take up pulleys on the longwall panel belt. An excessive build-up of string from the edge of a damaged conveyor belt, had wrapped itself around the end of the pulley and worked its way into the labyrinth seal. This resulted in bearing failures and having to change the pulleys out.
When a bearing failure occurs, there is a real potential for a fire to develop from the excessive heat due to the friction of steel on steel, and the string becomes a fuel source for the fire. The risk of fire in underground coal mines has the potential to cause catastrophic consequences both in the safety and health of personnel in the mine and also cause lengthy production delays. The risk of injuries to personnel is also increased with pulley failures because of the difficulty in changing out the pulley due to its weight with limited accessibility and restricted access.
The pulley string catcher was developed as the engineering solution to reduce the risk of the pulleys heating up due to bearing failure and to reduce the risk to coal mine workers. The catcher also allows maintenance to be carried out effectively by providing a visual inspection of the pulley to ensure that the lubrication was sufficient around the labyrinth seal.
Since the ‘pulley string catcher’s’ have been implemented there has been no build-up of string around the pulley shaft and improved monitoring of pulley lubrication.

8 – QDS TYRE HANDLER
Glencore’s Oaky Creek Mine QDS Tyre Handler was voted People’s Choice of the Queensland Mining Industry Health and Safety Conference 2015 Safety Innovation Awards.
Oaky North Underground has designed, developed and implemented a removal and installation system – the QD 900 – that reduces the amount of manual handling required for a tyre change out, the number of personnel needed to carry out the task, and the risks associated with the procedure.
Oaky North’s QD900 allows the removal and installation of shuttle car and LHD wheel assemblies with limited manual handling. What’s more, it allows the job to be carried out safely by two men instead of four (traditionally), saving labour costs at the same time. More importantly, it eliminates a potential “crush zone” during the operation.
The QD900 consists of a combination of proprietary and custom manufactured components, which work together to provide 6 ranges of motion: raise/lower, reach, tilt, side shift, horizontal slew and rotation. It’s these 6 ranges of motion that are the power behind the QD900: together, they allow wheel assemblies to be removed and reinstalled while the LHD is completely stationary. There is no need to move the LHD to line the wheel up with the hub, removing a potential safety issue.
There is currently a unit in operation at Oaky North Underground.

9 – STONEDUST SPRAYBAR
The Stonedust Spraybar, developed by Vale’s Carborough Downs coal mine, is an innovative tool that can be utilised in underground mines to enable the mitigation of coal dust explosions through the effective application of stonedust. The spraybar hangs from the ceiling and eliminates manual handling, is extremely cost-effective and increases efficiency and consistency of stonedust application, coating evenly.
The Stonedust Spraybar enables both a solution to a specific safety problems (application of stonedust for the suppression of coal) and a solution to an identified occupational health hazard (manual handling 30kg stonedust bags) that will minimise workers’ exposure by managing the hazard at its source.
One tonne stone dust bags are now loaded into the pressurised pod duster utilising an underground loader with attachments. The pod duster is then connected to the Stonedust Spraybar for effective application. The application of the stonedust through the spray bar has been proven to be more efficient as only one person is required to setup and execute the task, which takes less than a third of the time to apply three times more stonedust more effectively than the brain trickle dusting method. Stonedust application via the spray bar has proven to apply stonedust to the roof ribs and floors more effectively and consistently across the same area as the Brain Trickle Dusting method.

10 – AGITATOR SONAR DISCHARGING SYSTEM
Redpath Australia developed the Agitator Sonar Discharging System to eliminate the need for personnel to be positioned in the interaction zone between the agitator and the spray rig during the supply and application of the shotcrete cycle.
Of particular concern to Redpath, has been the personnel and equipment interaction risks associated with the set up and discharge process during the supply of shotcrete from the underground agitator trucks to the underground shotcrete spray rigs working at the face.
The Sonar Discharging System utilises a bullet camera, sonar sensor and alarm, sonar backing plate, cabin monitor and proximity alert. When the agitator operator arrives at the access to the work area he stops and raises the discharge chute up to its maximum height and locks it in the central position prior to reversing into the work area to be sprayed. The operator then turns on the sonar system and reverses slowly back towards the spray rig, and when the operator is within two metres of the spray rig, the red LED proximity light illuminates notifying the operator. The operator continues to back up until the chute is located over the hopper grate of the shotcrete rig, indicated by the 1.5m sonar pulse alarm inside the cabin.
This process eliminates the requirement of personnel to direct the agitator onto the hopper of the spray rig and to operate/manage the discharge of shotcrete from the rear controls of the agitator, thus removing people from potential crush zone and eliminating the risk of pedestrian and vehicle interaction.
For more information on some of the industries latest mining safety innovations, you can find out more on Australasian Mine Safety News. If you have a safety innovation that you’d like featured, send our Editorial Team and email and we’ll contact you.










Add Comment