
Effective inspections on conveyors for minimising the risk of fire and unplanned downtime.
Cool Mine Pty Ltd has established its brand as an innovative mining support company through the development, manufacture and sales of unique innovative products, that solve everyday problems in mining. Their latest development Hot Spots®, continues to add to both the Safety and Productive expectations of today’s mining leaders.
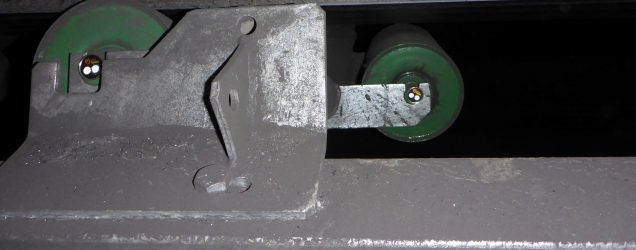
One of the more common causes of unscheduled downtime and potential ignition sources leading to fires is the frictional overheating of conveyor idlers/rollers internal bearings, that are in the process of or have failed in service.
The Hot Spots ® ‘predict-to-prevent’ approach to detect failing idler bearings on conveyor systems, increases the reliability and availability of the conveyance system, through the early visual warning of conveyor idlers / rollers surrendering to in-service bearing failure, resulting in frictional heating and an unacceptable fire risk, unplanned downtime and or conveyor belting damage.
With reference to a host of both State and Australian legislative requirements, in managing and mitigating risks for both the health and safety, associated with the operation of conveyor belts in a mine, one of the foremost considerations is given to the competent regular visual inspection of the system, to detect and act on any overheating, smouldering or any other condition likely to cause fire.
The majority of ‘hot rollers” detected during online inspections is either from noise or smell. At these advanced stages of failure, it is not uncommon for the surface temperatures of the idlers/rollers to have exceeded the auto-ignition temperature of many-layered dusts found in the Underground Mining environment.
To add further guidance to these requirements, it is also legislated that the maximum allowable surface temperatures in an Underground Coal Mine is <150°Celsius, to prevent the auto-ignition of layered coal dust.
Further reference can be made in the below Australian Industry legislated documents :
- QLD Coal Mining Health and Safety Act 1999;
- MDG-1032 Guideline for the prevention and early detection and suppression of fires in coal mines;
- QLD Coal Mining Health and Safety Regulation 2017;
- Work Health and Safety (Mines and Petroleum Sites) Regulation 2014
- AS/NZS 4024.3611:2015 Safety of machinery – Conveyors – Belt conveyors for bulk materials handling
- NSW Code of Practice Mechanical Engineering – Conveyors for Bulk Material Handling – Section 5.2 Control Plan (Mines) – Idler Management and Appendix A – A1 Fire or Explosions. (Relevant to all mining sectors)
With these idlers / rollers constantly being in the presence of fuel sources such as accumulations of spillage, layered flammable dusts, accumulated lubricants or accumulations of combustible material (belt fabric, rags, paper, wood), the strict management of the potential heat source is paramount to negate the unintended initiation of fires.

Control measures that are risk ranked are applied in managing this identified hazard, yet recurrently fail, as “hot rollers” are still regular and commonplace in the industry. The primary control measure used to manage this potential ignition source is regular visual inspections by suitably qualified and competent personnel.
Such inspections covers:
- Seized or failed conveyor idlers, rollers or pulleys;
- Areas of conveyor belt rubbing on a fixed or seized object;
- Presence of heating;
- Unusual noise or smell;
You can’t PREVENT what you can’t PREDICT.
Hazard Management before Incident Response.
Large Underground Mines using bulk handling conveyors for the transportation of mined material from the mine, typically have 20,000 to 50,000 idlers/rollers making up the conveyance system. With 2 caged roller bearings in each idler in the system, at some time each idler has two opportunities to fail, with no real way to predict single or bulk failures, prior to the usual signs discovered during the regular visual inspections.
The control being the inspection has now failed to prevent the hazard from becoming the risk it was designed to prevent.
Many bearing manufacturers only guarantee 95% of their bearings from early life failure, with many additional factors also influencing the predictive lifetime rating of the idlers
Factors affecting early life failure of rollers
- Manufacturer of the idlers;
- Conveyor design – installed power and ratings;
- Conveyor length, profile, transitions and L&L of the conveyor;
- How the idlers are stored and standing still for long periods;
- The spacing of idlers and idler frames;
- The angle of idler and trough angles;
- Idler position and type – trough/centre, wing, return, long flat, transition, impact, servo;
- Location of idlers with regards to drives, loop take ups, winches and tail/ends effecting tensions placed on the idlers;
- Immediate environment the idlers are subjected to. (spillage, humidity, temp, geology);
- Type of conveyor belt, sag and rolling resistance;
- Mechanical fasteners/clips in the belting creating metal to metal impact and spillage.
- Condition of belt cleaners and scrapers;
- Percentage of operational performance;
- Tonnes per hour vs operational time;
- Overloading and underloading;
- Moisture content and corrosiveness of the product being conveyed.

Without the aid of continual thermal monitoring or imaging, early-stage idler/roller bearing failures, are being walked past during visual inspections, unknown to the persons completing the inspections.
THE HOT SPOTS® APPROACH
Hot Spots® are intended as a non-reversible, single-use, disposable first warning indicator system, to assist in the early visual detection of conveyors rotating mechanical components such as idlers, rollers and pulleys, in the early stages of bearing failure with an output of heat as the result.
With visual inspections being one of the major recognised controls for the detection of overheating, smouldering’s and fires in the mining workplace, Hot Spots® assist those undertaking the inspections discharge their obligations and duties effectively through recognising an elevated hazard before becoming an unacceptable risk.
The Hot Spots® concept is easily adapted and added to a mines Safety Health Management Systems as part of Inspection Plans, Management / Hazard / Control Plans, Critical Control Monitoring Activities, Mechanical Engineering Control Plans and other critical Risk Management documents.
The concept of Hot Spots® is to give a Simple – Affordable – Functional – Effective resource, in which to assist persons completing inspections and maintenance on conveyor belts, to make consistent and practical decisions, based on a visual repeatable engineered solution.
Many areas of the conveyors are inaccessible (non-walkside) during the normal operation of the conveyor and only undergo a visual inspection during maintenance periods under positive isolation. Unfortunately, the normal signs of a heated bearing are not detectable when the conveyor is not operational, leaving the inspection as an ineffective control. Hot Spots® added to the idlers/rollers in these areas, allows for effective inspections and maintenance decisions when access to the idlers is available during maintenance periods.
Hot Spots® give a non-reversible first visual indication of a failing bearing prior to the noise, oxidisation, smoke or fire as the usual tell-tales to a failed bearing. First visual indication at >60°C and second final warning at >100°C on the double indicator Hot Spots® or single indicator Hot Spots® activating at >90°C. The Hot Spots® predict to prevent approach, allows for a proactive resilient conveyor inspection scheme, adding multiple levels of value to the operations such as –
SAFETY
- Effective compliance with legislation.
- Effective control for annual insurance audits.
- Consistency of inspections and interpretation.
- Effective maintenance decisions.
- Reduced unplanned maintenance/repair.
- Effective management of the fire risk.
PRODUCTION
- Effective use of maintenance resources.
- Correct idlers identified for replacement during maintenance.
- Reduced belt wear and damage due to seized idlers.
- Non-walkside idlers/rollers risk-managed for offline inspections.
- Reduced unplanned downtime from.
- Minimal effort – maximum benefit.
The Production Aspect
The Hot Spots® ‘predict to prevent’ approach has the benefit of a value proposition that whilst focusing and improving mine safety, the flow-on effect is a positive effect on conveyor uptime, improving production availability.
Most high performing mining operations utilising belt conveyance systems for the transportation of bulk materials have a reliance on the high availability of their conveyors. Unscheduled downtime on the conveyance systems can cost operations in the range of $100,000 – $500,000 AUD per hour.
Unplanned downtime of a conveyor is generally attributed to the belting or rotating components such as idlers, rollers and pulleys. Often the failure or damage to the belting is a direct result of failed, damaged or seized idlers, leading to belt tracking and rubbing into the structure and or belt sliced or shredded, post bearing failure from worn through idler casings.
Hot Spots® offer an inexpensive low effort means of condition monitoring for the conveyor system idlers, assisting in delivering consistent inspections with sound maintenance decisions.
Additional to the safety benefits, reputation and confidence in the processes associated with the Site Health and Management System, and resilient compliance to legislative requirements, comes the operational and production flow-on benefits that are enjoyed with a reliable compliant conveyance system.
Hot Spots® come conveniently packaged in the purpose made spring-loaded Hot Spots® 100 bulk applicator and Hot Spots® 12 everyday personal dispenser, allowing for ease of transportation and application. Hot Spots® are applied with the tap and slide method, direct from the dispenser to the idler shaft end or dispensed individually into your hand for placement as preferred. The Hot Spots® disks are a powerful unidirectional potted Neodymium copper/nickel-coated rare earth magnet, that ensures a positive connection to a clean uniform ferromagnetic surface allowing for the effective transfer of heat energy, to the thermochromic heat indication label completing the device. Always ensure that site isolation requirements are met when working near or in the confines of a conveyor, being aware of pinch and nip points and remember, safety first.
As Hot Spots® are intended to be mounted on the shaft end of the conveyor idler/roller, a lag period exists between the core temperature of the failing bearing, through the shaft, to the Hot Spots® located on the end of the shaft.
As always, use and trust all your senses whilst performing conveyor inspections, using Hot Spots® as an additional identification and verification tool, to add to your hazard control strategy.
Underground Mines must have an effective and compliant system in place, to identify and change out idlers on a conveyance system. Hot Spots®, developed to bridge the current gap within the industry.

Contact Cool Mine on +61 (0) 407 965 043 or +61 (0) 455 069 512
READ More Mining Safety News










Add Comment